
Departamento de Gestión de Equipos, Sinopec Yizheng Chemical Fiber Co., Ltd. 211900
Abstracto: Este artículo analiza las causas anormales de las grandes unidades turbo expansoras, propone una serie de medidas para resolver los problemas y comprende los puntos de riesgo y las medidas preventivas de operación.Mediante la aplicación de tecnología de eliminación de barniz, se eliminan posibles peligros ocultos y se garantiza la seguridad intrínseca de la unidad.
1. Información general
La unidad de compresor de aire de la planta PTA de 60 t/a de Yizheng Chemical Fiber Co., Ltd. está equipada con equipos MAN Turbo de Alemania.La unidad es una unidad tres en uno, en la que la unidad de compresor de aire es una unidad de turbina de cinco etapas de ejes múltiples, la turbina de vapor de condensación se utiliza como la máquina impulsora principal de la unidad de compresor de aire y el turboexpansor es Se utiliza como unidad de compresor de aire.Máquina de accionamiento auxiliar.El turbo expansor adopta una expansión de dos etapas alta y baja, cada una tiene un puerto de succión y un puerto de escape, y el impulsor adopta un impulsor de tres vías (ver Figura 1)
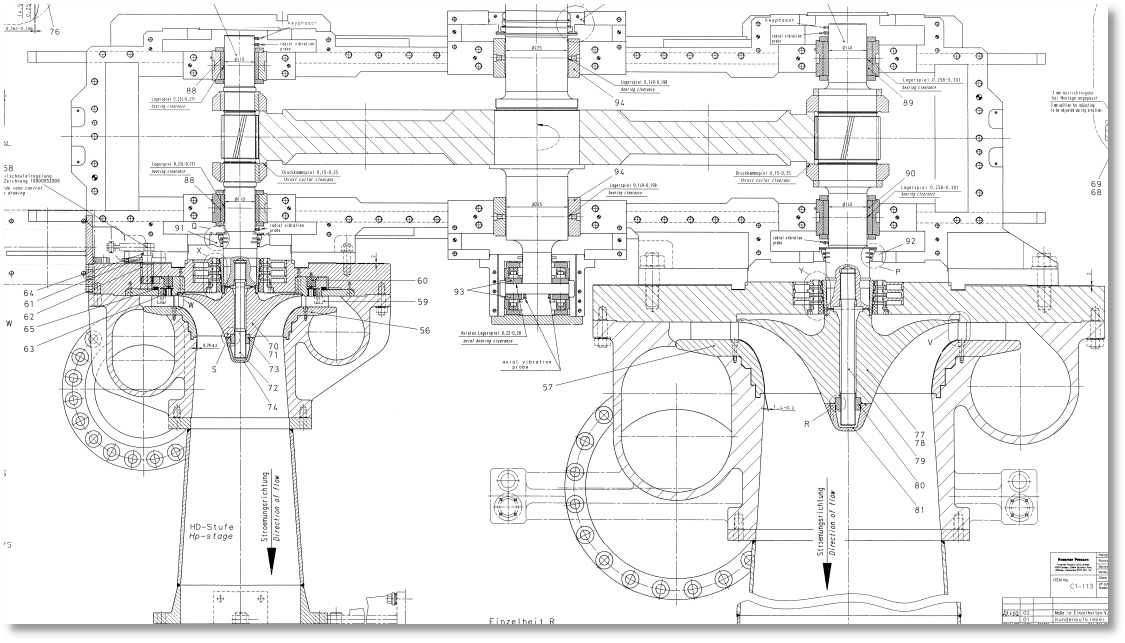
Figura 1 Vista en sección de la unidad de expansión (izquierda: lado de alta presión; derecha: lado de baja presión)
Los principales parámetros de rendimiento del turbo expansor son los siguientes:
La velocidad del lado de alta presión es 16583 r/min y la velocidad del lado de baja presión es 9045 r/min;la potencia total nominal del expansor es 7990 KW y el caudal es 12700-150450 kg/h;la presión de entrada es de 1,3 Mpa y la presión de escape es de 0,003 Mpa.La temperatura de admisión del lado de alta presión es de 175°C y la temperatura de escape es de 80°C;la temperatura de admisión del lado de baja presión es de 175 °C y la temperatura de escape es de 45 °C;Se utiliza un conjunto de almohadillas basculantes en ambos extremos de los ejes de engranajes laterales de alta y baja presión. Cojinetes, cada uno con 5 almohadillas, la tubería de entrada de aceite puede ingresar aceite de dos maneras y cada cojinete tiene un orificio de entrada de aceite, a través de 3 grupos de 15 boquillas de inyección de aceite, el diámetro de la boquilla de entrada de aceite es de 1,8 mm, hay 9 orificios de retorno de aceite para el rodamiento y, en circunstancias normales, se utilizan 5 puertos y 4 bloques.Esta unidad tres en uno adopta el método de lubricación forzada de suministro de aceite centralizado desde la estación de aceite lubricante.
2. Problemas con la tripulación
En 2018, para cumplir con los requisitos de emisiones de COV, se añadió una nueva unidad de COV al dispositivo para tratar el gas de cola del reactor de oxidación, y el gas de cola tratado todavía se inyectaba en el expansor.Debido a que la sal de bromuro en el gas de cola original se oxida a alta temperatura, existen iones de bromuro.Para evitar que los iones de bromuro se condensen y se separen cuando el gas de cola se expande y trabaja en el expansor, provocará corrosión por picaduras en el expansor y en el equipo posterior.Por tanto, es necesario aumentar la unidad de expansión.Temperatura de admisión y temperatura de escape del lado de alta presión y del lado de baja presión (consulte la Tabla 1).
Tabla 1 Lista de temperaturas de funcionamiento en la entrada y salida del expansor antes y después de la transformación de COV
| NO. | Cambio de parámetro | Transformación del primero. | Después de la transformación |
| 1 | Temperatura del aire de admisión del lado de alta presión | 175ºC | 190 ºC |
| 2 | Temperatura de escape del lado de alta presión | 80℃ | 85ºC |
| 3 | Temperatura del aire de admisión del lado de baja presión | 175ºC | 195ºC |
| 4 | Temperatura de escape del lado de baja presión | 45 ºC | 65ºC |
Antes de la transformación de COV, la temperatura del cojinete del lado opuesto al impulsor en el extremo de baja presión se ha mantenido estable en aproximadamente 80 °C (la temperatura de alarma del cojinete aquí es 110 °C y la temperatura alta es 120 °C).Después de que se inició la transformación de VOC el 6 de enero de 2019, la temperatura del cojinete del lado opuesto al impulsor en el extremo de baja presión del expansor aumentó lentamente y la temperatura más alta estuvo cerca de la temperatura más alta reportada de 120 °C, pero la Los parámetros de vibración no cambiaron significativamente durante este período (ver Figura 2).

Fig. 2 Diagrama de caudal del expansor y vibración y temperatura del eje del lado no motriz
1 – línea de flujo 2 – línea final no motriz 3 – línea de vibración del eje no motriz
3. Análisis de causas y método de tratamiento.
Después de verificar y analizar la tendencia de fluctuación de temperatura de los cojinetes de la turbina de vapor y eliminar los problemas de visualización de instrumentos en el sitio, fluctuaciones del proceso, transmisión estática del desgaste de las escobillas de la turbina de vapor, fluctuaciones de velocidad del equipo y calidad de las piezas, se determinaron las principales razones de las fluctuaciones de temperatura de los cojinetes. son:
3.1 Razones del aumento de temperatura del cojinete del lado opuesto al impulsor en el extremo de baja presión del expansor
3.1.1 La inspección de desmontaje encontró que la distancia entre el rodamiento y el eje y el espacio de engrane de los dientes del engranaje eran normales.Excepto por el barniz sospechoso en la superficie del cojinete del lado opuesto al impulsor en el extremo de baja presión del expansor (ver Figura 3), no se encontraron anomalías en otros cojinetes.

Figura 3 Imagen física del cojinete del extremo no impulsor y el par cinemático del expansor
3.1.2 Dado que el aceite lubricante ha sido reemplazado por menos de un año, la calidad del aceite pasó la prueba antes de conducir.Para eliminar dudas, la empresa envió el aceite lubricante a una empresa profesional para su prueba y análisis.La empresa profesional confirma que la fijación en la superficie de apoyo es un barniz temprano, MPC (índice de propensión al barniz) (ver Figura 4)
Figura 4 Informe de análisis de tecnología de monitoreo de petróleo emitido por tecnología profesional de monitoreo de petróleo
3.1.3 El aceite lubricante utilizado en el expansor es aceite de turbina Shell Turbo No. 46 (aceite mineral).Cuando el aceite mineral está a alta temperatura, el aceite lubricante se oxida y los productos de oxidación se acumulan en la superficie del casquillo del cojinete para formar un barniz.El aceite lubricante mineral está compuesto principalmente de sustancias de hidrocarburos, que son relativamente estables a temperatura ambiente y baja temperatura.Sin embargo, si algunas (incluso una cantidad muy pequeña) de moléculas de hidrocarburos sufren reacciones de oxidación a altas temperaturas, otras moléculas de hidrocarburos también sufrirán reacciones en cadena, lo cual es una característica de las reacciones en cadena de hidrocarburos.
3.1.4 Los técnicos del equipo realizaron investigaciones en torno al soporte del cuerpo del equipo, el estrés por frío de las tuberías de entrada y salida, la detección de fugas del sistema de aceite y la integridad de la sonda de temperatura.Y reemplazó un conjunto de cojinetes en el extremo no impulsor del lado de baja presión del expansor, pero después de conducir durante un mes, la temperatura aún alcanzaba los 110 ℃, y luego hubo grandes fluctuaciones en la vibración y la temperatura.Se hicieron varios ajustes para acercarse a las condiciones previas a la modernización, pero casi sin ningún efecto (ver Figura 5).

Figura 5 Gráfico de tendencias de indicadores relacionados del 13 de febrero al 29 de marzo
el fabricante MAN Turbo, bajo las condiciones de trabajo actuales del expansor, si el volumen de aire de admisión es estable en 120 t/h, la potencia de salida es de 8000 kw, que está relativamente cerca de la potencia de salida del diseño original de 7990 kw en condiciones de trabajo normales;Cuando el volumen de aire es de 1,30 t/h, la potencia de salida es de 8680 kw;Si el volumen de aire de admisión es de 1,46 t/h, la potencia de salida es de 9660 kw.Dado que el trabajo realizado por el lado de baja presión representa dos tercios del expansor, el lado de baja presión del expansor puede estar sobrecargado.Cuando la temperatura supera los 110 °C, el valor de vibración cambia drásticamente, lo que indica que el barniz recién formado en la superficie del eje y el casquillo del cojinete se raya durante este período (consulte la Figura 6).
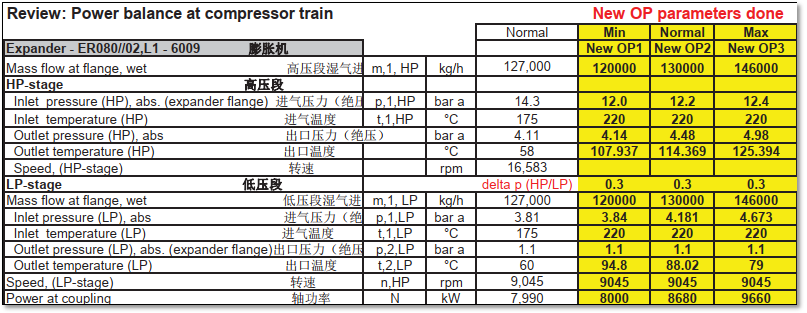
Figura 6 Tabla de equilibrio de energía de la unidad de expansión
3.2Análisis de mecanismos de problemas existentes.
3.2.1 Como se muestra en la Figura 7, se puede ver que el ángulo incluido entre la dirección de ligera vibración del punto de apoyo del bloque de tejas y la línea de coordenadas horizontal en el sistema de coordenadas es β, el ángulo de oscilación del bloque de tejas es φ , y el sistema de soporte de almohadilla basculante compuesto por 5 baldosas, cuando la baldosa Cuando la almohadilla está sujeta a la presión de una película de aceite, dado que el punto de apoyo de la almohadilla no es un cuerpo rígido absoluto, la posición del punto de apoyo de la almohadilla después de la deformación por compresión será produce un pequeño desplazamiento a lo largo de la dirección geométrica de la precarga debido a la rigidez del fulcro, cambiando así la holgura del rodamiento y el espesor de la película de aceite [1] .
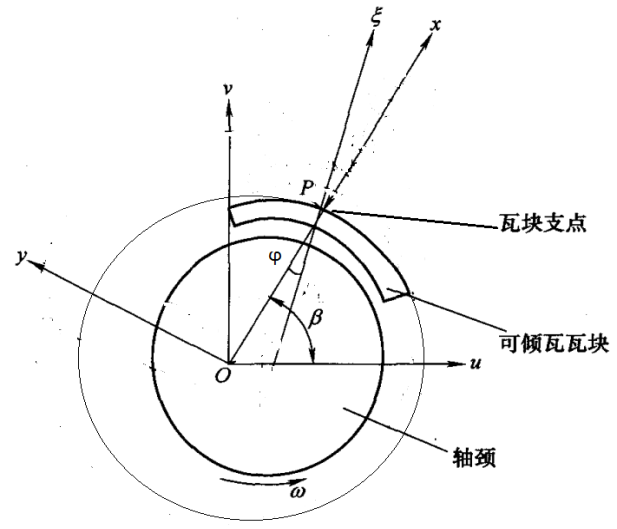
Fig.7 Sistema de coordenadas de una sola almohadilla de cojinete de almohadilla basculante
3.2.2 En la Figura 1 se puede ver que el rotor es una estructura de viga en voladizo y el impulsor es el principal componente de trabajo.Dado que el lado del impulsor es el lado impulsor, cuando el gas se expande para realizar trabajo, el eje giratorio del lado del impulsor se encuentra en un estado ideal en el casquillo del cojinete debido al efecto de la amortiguación del gas y la holgura del aceite permanece normal.En el proceso de engrane y transmisión de torque entre los engranajes grandes y pequeños, con esto como punto de apoyo, el movimiento libre radial del eje del lado sin impulsor estará limitado en condiciones de sobrecarga, y la presión de su película lubricante es mayor que la de otros rodamientos, lo que hace que este lugar esté lubricado. La rigidez de la película aumenta, la tasa de renovación de la película de aceite disminuye y el calor de fricción aumenta, lo que da como resultado un barniz.
3.2.3 El barniz contenido en el aceite se produce principalmente en tres formas: oxidación del aceite, “microcombustión” del aceite y descarga local a alta temperatura.El barniz debe ser provocado por la “microcombustión” del aceite.El mecanismo es el siguiente: una cierta cantidad de aire (generalmente menos del 8%) se disolverá en el aceite lubricante.Cuando se excede el límite de solubilidad, el aire que ingresa al aceite existirá en el aceite en forma de burbujas suspendidas.Después de entrar en el rodamiento, la alta presión hace que estas burbujas sufran una rápida compresión adiabática y la temperatura del fluido aumenta rápidamente para provocar una “microcombustión” adiabática del aceite, lo que da como resultado insolubles de tamaño extremadamente pequeño.Estos insolubles son polares y tienden a adherirse a las superficies metálicas para formar barnices.Cuanto mayor es la presión, menor es la solubilidad de la materia insoluble y más fácil es precipitar y sedimentar para formar un barniz.
3.2.4 Con la formación del barniz, el espesor de la película de aceite en el estado no libre es ocupado por el barniz y, al mismo tiempo, la velocidad de renovación de la película de aceite disminuye y la temperatura aumenta gradualmente, lo que aumenta la fricción entre la superficie del casquillo del cojinete y el eje y el barniz depositado provocan una mala disipación de calor y el aumento de la temperatura del aceite provocan una temperatura alta del casquillo del cojinete.Al final, el muñón roza el barniz, lo que se manifiesta en violentas fluctuaciones en la vibración del eje.
3.2.5 Aunque el valor de MPC del aceite expansor no es alto, cuando hay un barniz en el sistema de aceite lubricante, la disolución y precipitación de las partículas de barniz en el aceite es limitada debido a la capacidad limitada del aceite lubricante para disolverse. las partículas de barniz.Es un sistema de equilibrio dinámico.Cuando alcanza un estado saturado, el barniz colgará del rodamiento o de la almohadilla del rodamiento, provocando fluctuaciones de temperatura en la almohadilla del rodamiento, lo cual es un peligro oculto importante que afecta la operación segura.Pero debido a que se adhiere a la almohadilla del cojinete, es una de las razones del aumento de temperatura de la almohadilla del cojinete.
4 Medidas y Contramedidas
Quitar la acumulación de barniz en el rodamiento puede garantizar que el rodamiento de la unidad funcione a una temperatura controlada.A través de la investigación y la comunicación con muchos fabricantes de equipos de eliminación de barniz, elegimos Kunshan Winsonda, que tiene un buen efecto de uso y reputación en el mercado, para producir adsorción electrostática + adsorción de resina WVD-II, que es un equipo de eliminación de barniz compuesto para eliminar pintura.membrana.
Los purificadores de aceite de la serie WVD-II combinan eficazmente la tecnología de purificación por adsorción electrostática y la tecnología de intercambio iónico, resuelven el barniz disuelto mediante adsorción de resina y resuelven el barniz precipitado mediante adsorción electrostática.Esta tecnología puede minimizar el contenido de lodo en poco tiempo. En un corto período de varios días, el sistema de lubricación original que contiene una gran cantidad de lodo/barniz se puede restaurar al mejor estado operativo y se puede solucionar el problema del lento aumento de Se puede solucionar la temperatura del cojinete de empuje causada por el barniz.Puede eliminar y prevenir eficazmente los lodos de aceite solubles y no solubles generados durante el funcionamiento normal de la turbina de vapor.
Sus principios fundamentales son los siguientes:
4.1 Resina de intercambio iónico para eliminar barniz disuelto
La resina de intercambio iónico se compone principalmente de dos partes: esqueleto polimérico y grupo de intercambio iónico.El principio de adsorción se muestra en la Figura 8,
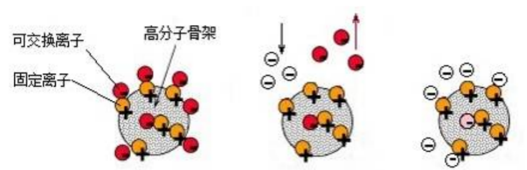
Figura 8 Principio de adsorción de resina de interacción iónica
El grupo de intercambio se divide en una parte fija y una parte móvil.La parte fija está unida a la matriz polimérica y no puede moverse libremente y se convierte en un ion fijo;la parte móvil y la parte fija se combinan mediante enlaces iónicos para convertirse en un ion intercambiable.Los iones fijos y los iones móviles tienen cargas opuestas respectivamente.En el casquillo del cojinete, la parte móvil se descompone en iones que se mueven libremente y que se intercambian con otros productos de degradación con la misma carga, de modo que se combinan con los iones fijos y quedan firmemente adsorbidos en la base de intercambio.En el grupo, el aceite lo elimina y el barniz disuelto se elimina mediante adsorción de resina de intercambio iónico.
4.2 Tecnología de adsorción electrostática para eliminar barniz suspendido.
La tecnología de adsorción electrostática utiliza principalmente un generador de alto voltaje para generar un campo electrostático de alto voltaje para polarizar las partículas contaminadas en el aceite y mostrar cargas positivas y negativas respectivamente.Las partículas neutras son exprimidas y movidas por las partículas cargadas y, finalmente, todas las partículas son adsorbidas y adheridas al colector (ver Figura 9).
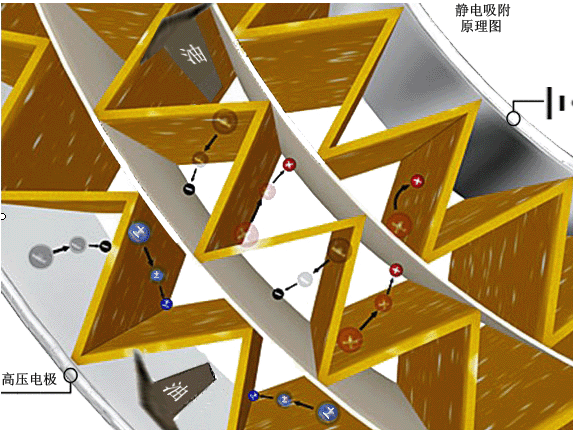
Figura 8 Principio de la tecnología de adsorción electrostática.
La tecnología de limpieza electrostática de aceite puede eliminar todos los contaminantes insolubles, incluidas las impurezas particuladas y el barniz en suspensión producido por la degradación del aceite.Sin embargo, los elementos filtrantes tradicionales solo pueden eliminar partículas grandes con la precisión correspondiente y es difícil eliminar partículas submicrónicas. barniz suspendido nivelado.
Este sistema puede resolver completamente el barniz precipitado y depositado en la almohadilla del rodamiento, solucionando así por completo la influencia de los cambios de temperatura y vibración de la almohadilla del rodamiento causados por el barniz, de modo que la unidad pueda funcionar de manera estable durante un largo período de tiempo.
5. Conclusión
Se puso en uso la unidad de eliminación de barniz WSD WVD-II. Después de dos años de observación de funcionamiento, la temperatura del cojinete siempre se mantuvo en alrededor de 90 °C y la unidad permaneció en funcionamiento normal.Se encontró una película de barniz (ver Figura 10).
La imagen física del desmontaje del rodamiento después de la instalación y la eliminación del barniz.
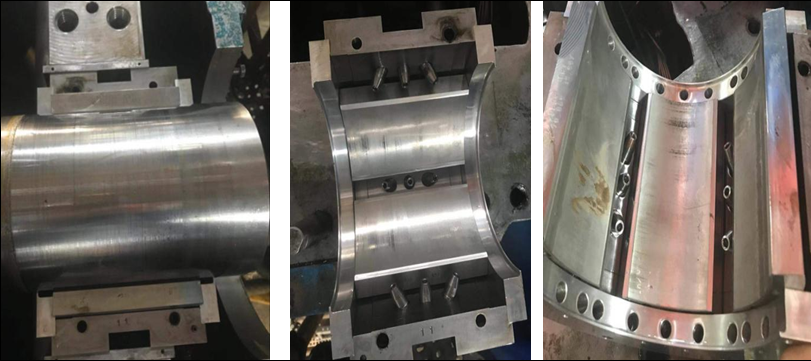
equipo
referencias:
[1] Liu Siyong, Xiao Zhonghui, Yan Zhiyong y Chen Zhujie.Simulación numérica e investigación experimental sobre las características dinámicas de los cojinetes de almohadilla basculante elásticos y amortiguadores de pivote [J].Revista China de Ingeniería Mecánica, octubre de 2014, 50(19):88.
Hora de publicación: 13-dic-2022